
目前,面對日益激烈的市場競爭和不斷降低制造成本的壓力,高速切削加工已成為提升制造業競爭力的關鍵點。高速刀具以高效率、高精度和高表面質量為基本特征,在汽車工業、航空航天、模具制造、電子行業和儀器儀表等行業中獲得了愈來愈廣泛的應用。不過在實際切削加工過程中,存在切削力大、切削溫度高、刀具磨損快等問題,高速高效切削加工刀具的性能提高很大程度上依賴于刀具涂層的發展。

金屬切削對刀具涂層的要求
硬質涂層的任務是為切削刀具基體提供磨損保護和熱防護,對涂層的具體要求取決于切削工藝、參數和被加工材料的選擇。
主要有以下要求:
(1)在連續切削過程中(如車削),刀刃?切屑、刀刃?工件接觸區域通常會達到較高溫度,通常采用低熱導率的厚涂層(5~20μm),可刀具基體提供熱屏障,讓產生的熱量被轉移到切屑中,從而降低刀具刃口的熱負荷,阻止或延緩刀具刃口的塑性變形。但對于導熱系數低的工件材料,需要導熱系數較高的涂層來從接觸區域散去熱量,在切削難加工材料時,通常采用垂直表面導熱率低、平行表面導熱率高的刀具涂層。
(2)在斷續切削中,例如銑削工藝,熱量不會連續產生,因此接觸面溫度低于連續切削,但循環的應力和熱載荷會導致切削刃產生疲勞破損,通常采用殘余壓應力的薄涂層(3~5μm),如PVD涂層。

不同類型的切削加工
PVD涂層技術的優勢
硬質涂層性能與其化學鍵成分有關,分共價鍵為主的超硬涂層(金剛石、立方氮化硼等)、離子鍵為主的惰性涂層(氧化鋁、氧化鉻等)、金屬鍵和共價鍵混合的硬韌涂層(氮化鈦、硼化鈦等),化學鍵的性質決定涂層力學、化學性能,影響涂層與基體的結合力。

刀具涂層材料化學鍵類型
涂層材料以單層或者多層、納米多層/納米復合結構組成刀具涂層,在實際刀具涂層設計中,為改善與基體的界面結合及調控涂層的元素擴散、應力分布、承載能力和表面功能性等,會考慮多層的涂層設計。
刀具涂層技術分為化學氣相沉積(Chemical Vapor Deposition,CVD)和物理氣相沉積(PVD)。最早商用的刀具涂層為CVD-TiC涂層,隨后TiN、TiCN和Al2O3涂層也相繼商業化。隨著切削速度的提升和難加工材料的使用,刀具服役條件日益嚴苛,TiN、TiC涂層的高溫性能已不能滿足加工需要,引入其他元素的復合材料涂層可大幅提升性能,通常采用PVD方法來制備。
相比于CVD,PVD具有顯著的優點:涂層種類多,沉積溫度較低,適用于大多數刀具基體材料,目前已發展出了多種元素、多種結構(多層、納米多層、納米復合)、多材料(氮化物、硼化物、氧化物)的PVD刀具涂層。

PVD刀具涂層沉積技術的主要類型
市場主流的PVD刀具涂層技術有電弧離子鍍(Arc Ion Plating,AIP)和磁控濺射(Magnetron Sputtering,MS)兩類,AIP刀具涂層以瑞士Oerlikon Balzers公司為代表,MS刀具涂層以德國CemeCon公司為代表。
1.電弧離子鍍技術
在電弧離子鍍技術中,涂層材料經真空室中低電壓、高電流的電弧放電轉化為氣相,電弧在靶材表面做無規則的運動,弧斑所到之處局部溫度高達15000℃,靶材能夠瞬間蒸發并實現高效離化,激發粒子通常具有較高的粒子能量,有助于提高涂層的結合強度和硬度,獲得結構致密,力學性能優異的刀具涂層,如TiN、TiAlN、TiAlSiN和DLC等涂層。
電弧離子鍍技術原理
電弧離子鍍具有靶位可調性和較低沉積溫度的特點,可以實現較廣泛材料表面防護涂層的制備,同時避免零部件的熱變形及材料退火,而通過多靶組合沉積可以實現涂層成分和結構的可控調節。但是由于弧斑能量集中,靶面的不均燒蝕容易形成液滴缺陷,通常會導致電弧離子鍍涂層具有較高的表面粗糙度,同時在涂層生長過程中,液滴缺陷附著會打斷涂層的連續生長,形成孔洞等生長缺陷,對涂層的力學性能會產生較大影響。近年來,結合電磁場和永磁場調節控制弧斑運動實現高性能涂層制備備受關注。
基于電弧離子鍍技術發展的過濾電弧沉積(Filtered Arc Deposition, FAD)和離子輔助沉積(Ion Assisted Deposition,IAD)技術在改善電弧沉積液滴缺陷方面也有突出效果,區別于陰極電弧源磁場設計,FAD技術通過在靶材與工件間設置弧形彎管配合電磁場作用實現對大顆粒的有效過濾,而IAD技術通過輔助離化增加了沉積腔室的等離子體密度,提高了陰極弧蒸發離子碰撞和二次離化的幾率,從而實現了對涂層微觀結構的調控和生長缺陷的改善。

電弧離子鍍技術典型涂層結構
2.磁控濺射技術
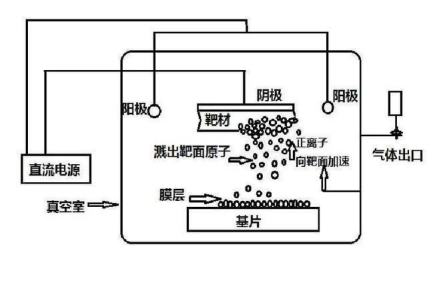
在磁控濺射技術中,氣體放電離化形成的高能等離子在電場作用下加速轟擊靶材表面,濺射出的靶材原子通過動量傳遞獲得動能后運動到基材表面,通過吸附、形核、生長最終形成涂層。
根據工藝需要,磁控濺射技術可以實現單一金屬、合金和化合物涂層的濺射制備,濺射過程中配合通入不同的反應性氣體(N2、O2等)可以實現涂層成分多樣化設計。磁控濺射靶面溫度低,避免了濺射過程中大顆粒缺陷的產生,所以能夠獲得表面質量優異,結構致密的涂層。

磁控濺射技術原理
與電弧離子鍍相比較,磁控濺射仍然存在靶材離化率低、膜基結合力差等缺點,因此實現磁控濺射的高效離化一直是研究熱點方向。根據磁控濺射電源的不同可以主要分為直流磁控濺射(DC MagnetronSputtering, DCMS),射頻磁控濺射(Radio Frequency Magnetron Sputtering, RFMS)和脈沖磁控濺射,其中高功率脈沖磁控濺射(HiPIMS)在提高靶材離化率和高性能涂層制備方面表現突出。
HiPIMS制備的涂層性能優異,表面光滑無液滴、厚度均勻與基體結合良好,其致密涂層形態有利于高溫穩定性及抗氧化性的提升。因為沉積過程中較高的的離化率,增強了沉積原子的遷移率,使得涂層晶粒細化、結構更致密。相比于普通磁控濺射,HiPIMS所制備的TiN、CrN的硬度更高。HiPIMS使涂層的晶粒細化、結構致密化獲得了更好的力學、摩擦磨損及高溫抗氧化性能等,顯著提長了刀具涂層的切削壽命,因而應用廣泛。

磁控濺射技術典型涂層結構
總結
高速、高精、綠色切削加工的發展不僅要求刀具涂層具有優異的硬度、耐磨性,還需具備良好的韌性及精細的熱管理。高性能硬質涂層的研究也不斷朝著更加復雜的體系發展,多元多層多相的設計成為一大趨勢。國內PVD刀具涂層行業正經歷從依賴進口到全面國產替代的過程,近年來國產PVD裝備取得了長足進步,但在技術細節和應用穩定性上還與國際領先品牌存在一定差距,未來發展的著力點包括:涂層裝備與沉積技術的一體化封裝,涂層結構性能的底層設計邏輯,涂層性能與切削摩擦磨損的作用關系。
參考來源:
1.面向切削刀具的物理氣相沉積涂層回顧與展望,王啟民、彭濱、許雨翔(廣東工業大學學報);
2.高速切削加工關鍵技術及發展方向,李忠新、黃川、劉延友(中國工程機械學報);
3.高速切削刀具物理氣相沉積涂層研究進展,王啟民、黃健、王成勇(航空制造技術)。
粉體圈小吉
本文為粉體圈原創作品,未經許可,不得轉載,也不得歪曲、篡改或復制本文內容,否則本公司將依法追究法律責任。

作者:粉體圈
總閱讀量:1767供應信息
采購需求


