
3D打印技術的興起,無疑為制造業(yè)帶來了革命性的變革,其自由成型的能力讓復雜幾何結構的零件定制化制造成為可能,然而,3D打印的零件表面通常具有一定的粗糙度,要應用于航空航天、醫(yī)療設備和精密機械等領域,需要進行后續(xù)的精加工,達到特定的表面光潔度要求。而傳統研磨拋光工藝僅適用于平面、圓柱形或規(guī)則表面的處理,對于這類具有復雜內部通道或微小特征的零件則顯得力不從心。為有效解決傳統精加工工藝的局限性,科學家提出了一種先進拋光工藝——磨料流加工技術。

3D打印復雜構件(來源:成都鋒巖科技)
根據加工方式和磨料流種類的不同,磨料流加工工藝主要有傳統的擠壓磨料流加工技術、磨料水射流技術以及軟性磨料流加工技術三種。
一、擠壓磨料流加工技術
擠壓磨料流加工是最為傳統的磨料流加工技術,拋光時,以一定的壓力迫使具有一定粘彈性的磨粒流快速往復流經被加工表面,邊界層磨粒與加工面因相對滑動而產生剪切力,從而實現材料表面的拋光。

半固態(tài)磨粒流及擠壓磨粒流加工原理(來源:網絡)
一般來說,擠壓磨料流加工所采用的是由具有粘彈性、柔軟性和切割性的高分子材料作為載體,并以一定量磨粒混合形成半固態(tài)磨料,其磨粒種類、濃度、粒度以及磨粒流粘度均會影響磨料流加工效果:
1、磨粒種類:常用的磨粒種類有氧化鋁(Al2O3)、碳化硅(SiC)、立方氮化硼(CBN)、碳化硼(B4C)和金剛石等不同的磨粒種類其適用范圍有所不同,因此應根據待加工工件的材料特性來選取磨粒,例如,對于軟金屬,使用氧化鋁即可獲得較好的效果;而對于硬質合金和先進陶瓷等極硬材料,則需要選用金剛石或立方氮化硼。
2、磨料粒度:磨粒越小,其與加工面產生相對滑動時產生的劃痕寬度和深度也就越小,能夠在較長的拋光時間范圍內逐步細化表面紋理,從而獲得更好的表面拋光效果,但同時也導致了材料去除量偏低,拋光效率低。
3、磨粒濃度:磨粒濃度越高,就有越多的磨粒能夠與工件表面接觸,其材料去除率也隨之增加,同時顯著降低工件的最終表面粗糙度。然而,當磨粒濃度達到一定值時,該工藝參數對工件表面粗糙度的改善效果逐漸趨于平緩。
4、磨粒流粘度:粘度高的磨粒流更不易沉降,可以保持均勻的分布,因此可以帶來更好的拋光效果,且具有更高的材料去除量,但過高的濃度和粘度都會導致流體磨料流動性變差,且造成擠壓力增大較大,對設備的剛性造成一定的挑戰(zhàn)。
通過選取合適的磨粒流以及控制好擠壓壓力、磨料流速、循環(huán)次數等加工條件,擠壓磨料流加工技術可以獲得較高的加工精度和高加工效率,被廣泛應用于窄縫、自由曲面、大內部通道以及不規(guī)則形狀零件的拋光。但由于高粘度磨料流動性較差,往往難以與薄壁復雜構件的內表面形成良好的共形接觸,且在流經狹窄或彎曲通道時遇到顯著的阻力會造成結構邊緣“過拋”或破壞薄壁形態(tài),從而限制了其在薄壁復雜構件超精密加工中的應用。
二、軟性磨料流加工技術
面對擠壓磨料流加工技術在處理薄壁復雜構件時的局限性,科研人員創(chuàng)新性地開發(fā)了軟性磨料流加工技術。該技術的核心在于利用了水溶性載體與磨粒配制而成的液-固兩相軟性磨料流。不同于傳統高粘度磨料的局限,軟性磨料流憑借其較好的流動性,能夠在加工表面與特制的約束模塊之間形成的約束流道中產生高效的湍流運動,磨粒隨機撞擊被加工表面,從而產生微量切削,完成對材料的鏡面級拋光。

軟性磨料流(來源:羅恩研磨技術有限公司)及加工原理
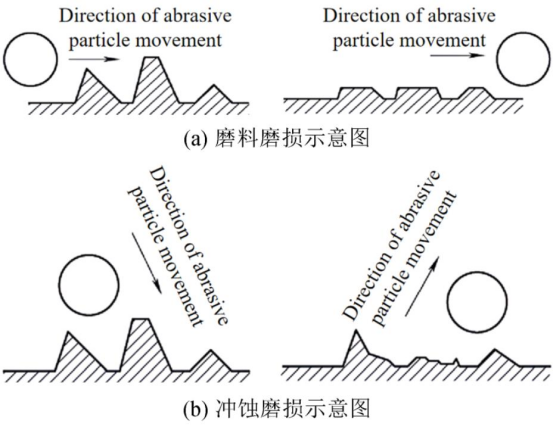
在利用軟性磨料流拋光的過程中,產生的材料去除是由磨料磨損和沖蝕磨損共同作用的結果,因此除流體磨料特性和加工條件所包含的影響因素外,工件的拋光效果還與磨粒撞擊壁面時的速度、入射角度以及流道截面形狀等參數相關,因此往往需要借助計算機模擬和實驗驗證相結合的方法,以優(yōu)化工藝參數,確保在提高加工效率的同時,實現對工件表面的精確修整,達到既定的光潔度要求。
由于該技術可以靈活適應薄壁構件的細微幾何特征,即使是在狹窄或彎曲的空間內,也能保持良好的材料去除效果,最大限度地減少了對薄壁結構的損傷風險。不過軟性磨粒流是利用磨粒隨機撞擊和磨損作用來去除材料,過程較為溫和,且無法與具有粘彈性的磨粒流一樣攜帶大量的磨粒,因此存在加工效率較低的局限性。
三、磨料水射流拋光技術
磨料水射流拋光技術是在純水射流技術的基礎上發(fā)展而來的一種新型拋光技術,主要是將混有細小磨粒的拋光液以一定速度從噴嘴小孔噴出,利用磨粒在工件表面產生的高速碰撞、剪切作用,從而達到磨削去除材料的效果。

水射流和磨料水射流原理圖
在這一復雜的材料去除過程中,磨粒與工件表面的相互作用涉及兩種主要的應力:一種是垂直于工件表面的法向壓應力,他會促使磨粒嵌入工件表面內,引發(fā)脆性斷裂,而產生微小的網狀裂紋并擴展;另一種是水平分布的徑向剪應力,它則促使磨粒與被加工工件表面相對運動形成微切屑而發(fā)生塑形斷裂。脆性斷裂與塑性斷裂在磨料水射流加工中相互交織,再加之水楔的作用,完成了對材料的去除。
根據磨料水射流的材料去除機理,噴射壓力、噴射角度、噴射距離等參數對材料去除率和表面粗糙度都會產生重要影響:
1、噴射壓力:低的噴射壓力使射流中磨粒對工件表面產生碰撞剪切去除的能量不足,造成磨粒與待加工表面之間僅存在彈性碰撞,而無法產生材料去除;而當噴射壓力較高時,磨粒獲得的動能也較大,使得材料去除率提高,但容易在材料表面產生加工紋理,影響拋光效果。因此需要適當控制噴射壓力大小,兼顧拋光效果與拋光效率。
2、噴射角度:噴射角度會影響工藝的材料去除形式,通常存在一個最佳的射流噴射角度。若入射角度小于最佳射流噴射角度時,材料的塑形去除效果較大,此時角度越大,則射流速度的水平分量越小,造成工件表面所受剪切力降低,導致材料去除量下降。若該入射角角度超出最佳射流噴射角度時,材料的脆性去除效果較大,當角度增大時,由于射流的垂直分力增大,使得材料去除量增加,但同時材料表面的粗糙度也會在增加。
3、噴射距離:噴射距離是指噴嘴末端至待加工工件表面的距離。當噴射距離達到某一范圍內,隨著噴射距離的增加,磨粒動能隨之增大,有利于材料的去除;但如果超出這一距離范圍,無論是射流拋光過程中的壁面磨蝕區(qū)或沖擊去除區(qū),其范圍內的流體反彈回流較多,導致磨粒到達待加工表面的速度也相應減少,最終造成材料去除量下降。

噴射距離對切口輪廓的影響
由于水射流作為載體, 磨料水射流拋光技術具有無熱影響、無熱變形、加工精度高、加工范圍廣、可達性較強等優(yōu)勢,能夠應用于陶瓷、玻璃、石英、硬質合金及特殊材料等制備的復雜結構工件表面的加工。然而,由于射流的直線特性也會導致射流無法與薄壁復雜構件的內表面形成良好的共形接觸均勻的加工效果,因此該光整技術與擠壓磨料流加工技術一樣會對薄壁復雜構件的表面造成損傷。
參考文獻:
1、鄭宸曦,陳書凝,張鑫龍.磨料流光整加工理論與技術研究進展[J/OL].表面技術.
粉體圈整理

作者:Corange
總閱讀量:1297供應信息
采購需求


