
單晶金剛石具有超寬的禁帶寬度、低的介電常數、高的擊穿電壓、高的熱導率、高的本征電子和空穴遷移率,以及優越的抗輻射性能,是目前已知的最有前景的寬禁帶高溫半導體材料,被譽為“終極半導體”。不過,應用于半導體領域的單晶金剛石對于面型精度要求極高,要求表面超光滑和近乎無損傷,來保證接觸面積足夠大從而提高導熱效果,而單晶金剛石不僅硬度大、化學性質穩定,而且脆性大、斷裂性韌性低,為其拋光帶來極大的難題,因此有必要探索更精密的單晶金剛石拋光技術。

金剛石襯底
金剛石的拋光難題及拋光機理
金剛石的摩氏硬度為10,是已知最硬的天然材料,這意味著普通的磨料和拋光方法對其幾乎無效,而且金剛石存在各向異性,采用常規的拋光技術容易產生裂紋和缺陷,此外,金剛石在常溫下對大多數化學物質都非常穩定,難以通過化學腐蝕來實現去除。因此,針對上述拋光難題,需要根據其特性研究其拋光機理,目前,金剛石的去除機理主要有3種:微破碎去除、石墨化去除和氧化去除:
(1)微破碎去除:
是以金剛石微粉為磨粒,通過機械研磨的方式可以實現金剛石的去除,這種去除方式依靠磨粒的機械作用力實現微破碎去除,屬于脆性去除,研磨后的表面會出現較多的凹坑,表面質量較差。
(2)石墨化去除:
金剛石和石墨都是碳的同素異形體,采用過渡金屬元素制備拋光盤,在高速高壓或高溫真空的環境下對金剛石進行加工,可以促進金剛石表面轉變為石墨或無定形碳相,使得原本堅硬的金剛石表面變得相對柔軟,更容易被磨粒去除。
(3)氧化去除:
采用強氧化劑對金剛石進行氧化,使表面形成一層較軟的氧化層,再借助磨粒機械剪切作用實現氧化層的去除,屬于塑性去除。
除此之外,金剛石的拋光機理還涉及非晶化、蒸發、濺射等,通常一種加工工藝會涉及多種機理。
金剛石的拋光技術
1.激光拋光
激光是一種電磁輻射的相干和放大光束,是原子中的電子吸收能量后從低能級躍遷到高能級,再從高能級回到低能級的時候,所釋放的能量。利用激光掃描工件表面,其所釋放的能量可以在不產生新的表面裂紋或缺陷的前提下對材料表面進行重熔,實現工件表面凸起位置到凹陷位置的平滑處理。

由于激光加工是依靠激光光斑的高功率密度實現去除,需要精確控制能量密度、光斑直徑、光束強度等激光參數,才能夠保證實現超低損傷的拋光。以往所采用的激光一般為納秒及皮秒激光,激光脈沖時間長(納秒為10-9秒,皮秒為10-12秒),電子中沉積的激光能量在激光脈沖照射材料的時間內就傳給晶格,觸發金剛石向非金剛石碳以固相結構方式轉變,導致金剛石表面非晶化、熔化和表面蒸發而實現拋光。這種高功率的激光雖然可以產生較快的去除率,但熱效應也很明顯,對材料的熱沖擊依然很大,限制了加工的精度。而飛秒激光的脈沖寬度(10-15)小于電子聲子相互作用的時間尺度,電子中沉積的激光能量來不及傳給離子,激光脈沖輻照就已經就結束。此時離子的溫度比較低,不會給周圍的材料帶來熱影響,表面石墨化程度降低 ,能產生更平滑、更清潔的表面,但材料去除率卻不及納秒和皮秒激光,在大尺寸金剛石的拋光應用上受到限制。


長脈沖和短脈沖激光的區別(來源:金屬加工)
2.離子束拋光
離子束拋光也是一種非接觸式的拋光技術,是在真空條件下通過氬氣、氧氣等高能離子束撞擊基底(“噴濺”)來實現能量的傳遞,從而使材料表面原子獲得足夠能量逃逸出材料表面而實現拋光的,因此幾乎不會引入任何機械損傷。在這過程中,離子種類、能量和照射角等是改善拋光效率和質量的關鍵:
(1)離子種類:一般來說,氬等惰性氣體離子主要以物理濺射為主,而能與金剛石反應的氧、氟離子束則兼具物理濺射和化學反應,反應速率相對較高。
(2)能量:在能量上,離子束能量越大,拋光速率越高,但對表面的損傷也越嚴重。
(3)照射角:當照射角θ≥80°時,離子束照射角度與樣品加工面近乎平行,當離子束轟擊工件表面時,凸起的部分更容易被轟擊掉或轉移到其它凹陷區域,實現整個表面平整化。為了確保平面拋光均勻性,可通過持續旋轉樣品,實現廣域均勻加工。


離子束拋光示意(來源:網絡)
由于與激光拋光原理類似,離子束拋光也是用于局部的材料去除,不僅對要拋光的鏡面面型初始精度和初始粗糙度有一定的要求,而且難以實現大尺寸半導體襯底材料的高效加工。同時由于該方法需要在真空下進行,設備成本較高,拋光樣品尺寸受離子束及反應室尺寸的限制。
3.熱化學拋光加工
熱化學機械拋光通常730~950℃的高溫下進行,并采用Mn、Ce、Fe、Ni等過渡金屬元素制成的拋光盤以一定壓力對金剛石表面進行機械拋光。在高溫下,Mn、Ce、Fe、Ni等過渡金屬元素對金剛石石墨化具有催化效果,而在壓力的作用下石墨化的碳原子會向拋光盤擴散,從而實現材料去除。一般來說,溫度越低,拋光速率越小。在這過程中,溫度及氣氛對熱化學拋光金剛石膜效率及質量有著重要的影響。通常,溫度越低,拋光速率越小。在氣氛的選擇上,目前普遍采用的真空環境,有利于金屬中C的釋放,拋光速率較高,但是加工后的表面質量較差。相反,在氫氣條件下雖然獲得的去除率較低,但是可以獲得更好的表面質量。
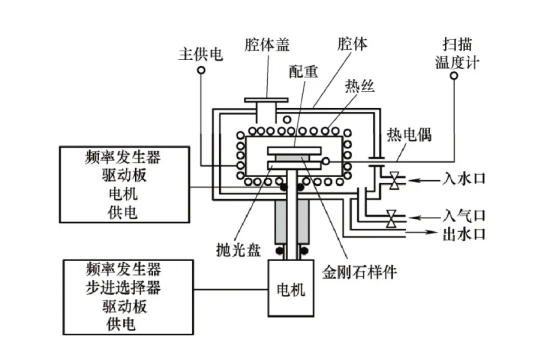
熱化學拋光裝置
相比激光、離子束拋光等局部加工方式,熱化學拋光技術的拋光速率較高,較容易實現大尺寸金剛石的高效加工,但其拋光過程會引入高溫及過渡金屬元素,容易帶來熱損傷和表面污染。同時,對加工環境和設備也要求較高。
4.摩擦化學拋光
摩擦化學拋光技術是在熱化學拋光的基礎上進行的改進,去除了繁瑣的加熱裝置與氣體保護設備,適用于金剛石的大面積拋光。其原理是在大氣環境下,金剛石以較高的壓力(37MPa)與高速旋轉(線速度14-25m/s)的過渡金屬拋光盤相接觸,劇烈的摩擦作用將產生大量的摩擦熱,形成的界面高溫以及過渡金屬的催化作用為金剛石的熱化學反應的發生提供了條件,使表面金剛石原子產生石墨化并擴散,最終可實現金剛石高效的無磨料拋光。

摩擦化學拋光裝置示意
和熱化學拋光相比,摩擦化學拋光在室溫下便可以進行,不過其高壓、高速的加工條件,使得設備的穩定性難以保證,較高的壓力載荷引起的應力集中可能會導致工件出現崩碎。而且,加工后金剛石的表面還會存在大量的石墨化層,影響后續的使用。
5.化學機械拋光
化學機械拋光(CMP)廣泛用于集成電路制造中的半導體材料平坦化加工,但在拋光金剛石方面實際應用較少。該方法是采用添加了氧化劑如KNO3、KOH等的拋光液,利用機械研磨和氧化刻蝕雙重效果,使原子氧與金剛石反應生成CO和CO2,或將金剛石轉變為無定形碳和石墨,再通過機械研磨去除氧化或石墨化后的軟化層,來達到金剛石材料的去除。

CMP拋光方法利用機械和化學的雙重作用,可以兼顧表面全局和局部平坦化,得到的材料表面精度高,可實現納米級平坦化表面的制作,但在操作過程中,需要把握化學與機械作用之間的平衡,尋找合適的氧化劑。
小結
從上述拋光技術來看,不同拋光方法拋光參數的優化對于獲得盡可能好的拋光表面是必要的,但目前還沒有一套適合單晶金剛石的成熟穩定、易操作的加工體系和高效超低損傷加工工藝,如何對大尺寸金剛石材料拋光時兼顧加工效率和表面質量是仍是目前亟待解決的關鍵問題。或許將各種拋光方法的合理搭配,在不同階段使用不同方法,使粗拋與精拋相結合、慢拋與快拋相結合的復合式拋光工藝將是今后工藝發展的主要方向。
參考文獻:
袁菘,郭曉光,金洙吉,等.金剛石高效超低損傷加工機理與工藝研究現狀[J].機械工程學報.
吳振輝,馬志斌,譚必松,等.CVD金剛石膜的拋光研究進展[J].硬質合金.
史雙佶. 金剛石摩擦化學拋光用拋光盤制備及拋光機理研究[D].大連理工大學.
粉體圈Corange整理

作者:Corange
總閱讀量:1478供應信息
采購需求


