
目前,陶瓷球軸承正以其優良的特性在許多領域及場合獲得越來越多的應用,尤其在數控機床、航空航天等高端裝備領域,其應用優勢更加突出。但長久以來,中國高端裝備上的精密陶瓷球軸承主要還是依賴進口,這當中最主要的影響因素就是受限于軸承陶瓷球的精密研磨加工。
在各種陶瓷材料中,氮化硅陶瓷材料由于良好的綜合性能常被用于高端陶瓷球軸承制備。氮化硅陶瓷球的研磨加工主要是通過磨粒及研磨液實現材料的高效去除,球體在磨粒及研磨液的作用下,加工變質層逐漸減少或去除,得到光滑或超光滑的球面。作為硬脆性材料的陶瓷球,由于其表面能較低,所以對研磨液中磨粒及其附著性和研磨加工方式有著很高的要求。

目前,精密陶瓷球的最高精度為G3級精度,其技術指標為表面粗糙度Ra≤0.010 um,球度△Sph≤0.08um。隨著陶瓷球的需求量逐年增加,其在加工精度、批量加工和綠色制造等方面都面臨著挑戰。如何保證精密陶瓷球的加工質量,提高批量加工效率,實現綠色制造,是目前陶瓷球加工中亟需解決的問題。
陶瓷球研磨加工方式
軸承陶瓷球的研磨成球原理主要是沿用軸承鋼球的成球原理,都是利用磨料磨粒去除表面材料,使球體的直徑減小、表面粗糙度降低,精度提高。目前的加工成球原理主要包括“概率成球原理”和“球面全包絡成球原理”。
概率成球主要是通過隨機改變球體加工時的自轉角,球體經多次循環加工最終成球;球面全包絡成球則是通過有規律地改變球體的自轉角,使球體表面的研磨加工軌跡均勻包絡整個球面并最終成球。
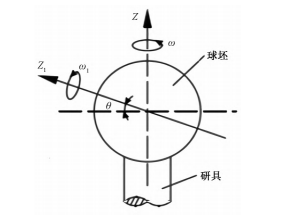
陶瓷球研磨成球基本原理
陶瓷球的研磨加工方式主要是指陶瓷球在研磨加工過程中的運動狀態和形式,目前,軸承陶瓷球的研磨加工方式主要可以分為杯狀研具加工研磨方式、傳統V形槽研磨加工方式、自轉角主動控制研磨加工方式、磁流體研磨加工方式和變曲率溝槽研磨加工方式。
1.杯狀研具研磨加工方式
杯狀研具研磨加工方式主要有三種,分別是單軸、雙軸及四軸杯狀研具加工方式。這種加工方式的四軸都有驅動力,能夠不斷地改變運動方向,從而改變球體的自轉角,加工球體的精度高,但是加工裝置復雜,且只能針對一個球體進行加工,多用于定位球和標準球加工,無法滿足工業的批量需求。
四軸研具研磨加工方式
2.傳統V形槽研磨加工方式
傳統V形槽研磨加工方式主要有普通同心圓V形槽研磨加工方式、雙V形槽研磨加工方式、類雙V形槽研磨加工方式和偏心V形槽研磨加工方式,分別有以下特點:
研磨加工方式 | 加工過程 | 技術特點 |
普通同心圓V形槽研磨加工方式 | 球體與研磨盤的接觸點在球體表面形成的研磨跡線是一組以球體自轉軸為軸的圓環 | 生產應用廣,可大批量加工,但不能均勻地覆蓋整個球面,自轉角的改變是通過在進出球處隨機發生,使得加工時間長,提高精度較難 |
雙V形槽研磨加工方式 | 相比于普通同心圓,被加工球的表面與上下盤的接觸點由三點接觸變為四點接觸 | 過程中自旋角的變化也是隨機性的,加工精度得到提高,但是裝置的復雜性提高,V形槽的中心線必須要保持一致,否則整個加工過程會不順暢,影響加工效率 |
偏心V形槽研磨加工方式 | 上研磨盤與下磨盤的回轉中心不在同一條直線上,加工過程中有更好的研磨軌跡 | 比普通同心圓V形槽研磨加工方式有更好的球形偏差,可進行批量加工,但裝置較為復雜,提高了生產成本 |

幾種研磨加工方式原理示意圖
3.自轉角主動控制研磨方式
自轉角主動控制研磨方式是將研磨盤溝槽的兩個側面分開成兩部分,包括上、下盤,可以是三盤或雙盤獨立旋轉,通過控制研磨盤轉速變化來調整球體的自轉軸方位,使球體的自轉角連續變化,球體表面的研磨跡線能夠覆蓋大部分甚至整個球體表面。
目前這種方式研磨軌跡在球面均勻分布,加工精度得到了提高,但是這種研磨方式的驅動裝置及傳動裝置較多,結構復雜,沒有得到進一步的應用。
4.磁流體研磨加工方式
磁流體研磨加工方式相對于普通同心圓V形槽研磨加工方式,球坯表面的材料去除率提高了50余倍。裝置通常下盤是一排條狀的永磁鐵,磁流體研磨液在磁力的作用下,磁性流體會向強磁力的方向聚集,非磁性流體會朝向弱磁力的方向運動,從而使磨料懸浮在磁流體中。球坯在研磨加工過程中,一方面在磁流體研磨液中自轉,另一方面隨著轉盤進行公轉,處于懸浮的磨粒可以實現超精密研磨加工。

磁流體研磨加工方式
磁流體加工方式加工精度相對于普通同心圓V形槽加工方式有一定的提高,但是裝置比較復雜,研磨加工所用的研磨液消耗較快,使加工成本變高,不符合現代環保加工理念。
5.變曲率溝槽研磨加工方式
變曲率溝槽研磨加工方式可以使自轉角有一個較大范圍的改變,以便使球體加工軌跡的分布更加均勻完整,研磨加工過程中球坯從研磨盤中心向外做滾動運動,使得球坯與溝槽的接觸點位置一直在發生改變,自轉的相對速度也在不斷變化,這種研磨加工方式的自轉角在不斷地發生變化,加工效率和加工精度得到提高。
該方式通過該曲率半徑的變化而改變球體自轉角,能實現球體的高效、高一致性加工,但裝球量受到裝置的限制,不易實現大循環批量生產。

單線變曲率溝槽加工方式
為了實現大循環批量加工,在此基礎上提出多線變曲率溝槽加工方式,該方式通過在溝槽盤上設置多線變曲率螺線溝槽,既可以使球體在研磨加工時不斷改變自轉角大小,又可以使多個球體同時進出研磨盤,再通過外置的輸球料盤即可實現大循環批量加工。

多線變曲率溝槽加工方式
總結
目前,陶瓷球加工研究的重點是保證陶瓷球的加工質量,提高加工效率,而要降低加工成本,還需提高其球批加工量。研究的難點主要是采用何種加工方式,并研制開發相應的陶瓷球研磨加工專用設備,既可以保證球體加工質量,提高加工效率,又可以實現球體的大批量加工。如何平衡高效高質量和產業化批量加工這些技術,采用先進的陶瓷球研磨加工方式及加工設備,應用高效綠色研磨液對陶瓷球進行研磨加工,是軸承陶瓷球研磨加工技術的發展方向。
參考來源:
1.軸承陶瓷球研磨加工技術研究進展,薛會民、張松林(科學技術與工程);
2.陶瓷球軸承的制造工藝及其相關技術,吳玉厚、王軍、鄭煥文(制造技術與機床);
3.混合軸承陶瓷球的錐形研磨加工工藝,陸峰、吳玉厚、張珂(東北大學學報)。
粉體圈小吉
本文為粉體圈原創作品,未經許可,不得轉載,也不得歪曲、篡改或復制本文內容,否則本公司將依法追究法律責任。

作者:粉體圈
總閱讀量:760供應信息
采購需求


