
大尺度光學玻璃為直徑或對角線直徑1m以上的平面、球面、非球面等光學元件,當前廣泛應用于航空航天、天文探索、核能工業、光刻工藝等領域。大尺度玻璃要求嚴格,直徑1.5m的光學元件,表面形狀精度優于0.1μm、表面粗糙度Ra優于1nm、低表面波紋度、極少的表面與亞表面損傷、極小殘余應力、完整晶格結構。光學玻璃材料脆性高,斷裂韌性低,其顯微硬度在600kg/mm2左右,一般大尺寸玻璃精密加工主要依靠材料超微量去除,通常經過3道工序: 固結磨料加工、離散粒子拋光、納米級磨料修整。

大尺寸玻璃拋光加工工序
固結磨料加工、離散粒子拋光、納米級磨料修整3個工序作用不同,如下圖所示,各工序中包含不同的加工方法、加工精度范圍及工藝路線。

拋光加工過程工藝流程圖
1.固結磨料加工
固結磨料加工目的是以高材料去除率快速獲得亞微米級平整表面,面形精度優于0. 1μm,表面粗糙度Ra優于25nm。它利用固結硬質磨料直接接觸工件進行高速劃擦和微切削實現材料強制去除,主要有超精密磨削、超精密切削等方法。
超精密磨削通常使用超細磨粒金剛石砂輪,采用在線修整方法,可獲得納米級表面粗糙度。然而,由于機床振動、砂輪修整及磨削加工單向性等問題,不可避免會產生微米級損傷層。由磨削發展來的平面珩磨,通過面接觸低轉速加工,減少了表面損傷,且加工效率等同磨削,英國克蘭菲爾德大學BoX大玻璃專業數控磨床采用了這個形式。

克蘭菲爾德超精密金剛石機床
超精密切削主要指單點金剛石切削(Single Point Diamond Turning,SPDT),利用刃口半徑0.1~0.3μm的天然單晶金剛石微刀具進行極微小去除,切深最小可至1nm。美國LL國家實驗室研制的LODTM大型立式(1.65m×0.5m)光學金剛石超精密車床可進行大玻璃加工,面形精度可達0.028μm,表面粗糙度可達3.5~9nm。

光學玻璃金剛石切削
目前,多點金剛石銑削也正在開發中。總而言之,固結磨料加工效率高,材料去除總量大,加工時間占總加工時間的1/5,加工精度可達到符合光學應用要求,但是會引入加工變質層,需要在后續工序中去除。
2.離散粒子拋光
離散粒子拋光一般作為最終或次終工序,目的是消除前道工序后的表面殘差,最終獲得平面度亞微米級、表面粗糙度納米級的優質表面。它通過柔性拋光盤或流體驅動離散粒子劃擦、耕犁工件表面實現材料去除。刀具為柔性工具,因此極少甚至不會引入表面瑕疵。
離散粒子拋光的主要方法有: 超精密氣囊拋光、磁流變拋光、磨料射流拋光、應力盤拋光、可控式混合磨料流體拋光等,離散粒子拋光效率較低,加工時間約占總加工時間3/5。
3.納米級磨料修整
納米級磨料修整是大玻璃加工的最終工序,目的是修正殘留微小誤差。它是通過低動能極細磨料或其他性質粒子沖擊,或采用添加化學成分復合磨料對工件進行化學、物理、機械復合去除,獲得表面粗糙度Ra<1nm的超光潔表面。
目前,主要方法有化學機械拋光、彈性發射加工、浮法拋光、離子束拋光等。納米級磨料修整可獲得超光滑無損傷表面,材料去除率極低,此階段材料去除量極少,加工時間一般占到總時間的1/5。

化學機械拋光修整
通過以上幾大工序可知,在大尺寸玻璃精密加工中,離散粒子拋光必不可少、耗時最長。若無此工序,直接在固結磨料加工后進行納米級磨料修整,納米級磨料修整需去除較多材料,耗時更長。此外,納米級磨料修整對于面形誤差的修正效果極其有限,且這些誤差會對拋光盤等有嚴重損傷。因此,如何提高離散粒子拋光效率是一個亟需解決的問題。
大尺寸玻璃離散粒子拋光方法
1.超精密氣囊拋光
超精密氣囊拋光的拋光頭為內部氣壓在線可調的小尺寸球形柔性皮囊,外部覆蓋聚氨酯拋光墊。拋光時拋光頭和接觸區法線傾斜、皮囊繞接觸區中心法線旋轉時工件自轉的運動方式,由CNC系統控制,以上述“進動”方式按照設定路徑速度和壓力對工件實施拋光。氣囊拋光工具可完美貼合工件平面,在去除前面工序產生表面瑕疵時不引入新的損傷,是一種非常適合大平面光學玻璃的拋光方法。

氣囊“垂直旋轉”、“傾斜旋轉”、“進動”拋光痕跡比較
然而,氣囊柔性退讓,只對工件有擦光作用,不易提高工件形狀精度;高速旋轉拋光盤對液體磨料有推阻作用,限制加工效率提高。
超精密氣囊拋光對不同材料拋光效果

2.磁流變拋光
磁流變拋光是一種利用磁流變液的流變效應,實現光學元件超精密加工的柔性拋光技術,它具有材料去除速率快、拋光質量好、加工精度高等優點。磁流變液由微米級磁性顆粒、絕緣基載液、穩定劑混合而成,是一種黏度由磁場調控的智能材料。磁流變液進入工件與拋光盤間狹縫中,通過磁場控制黏度迅速增大成為黏塑性介質,在接觸區域形成剪切力,調整工件的旋轉角度和速度可實現工件表面材料各向均勻去除,得到光滑表面。
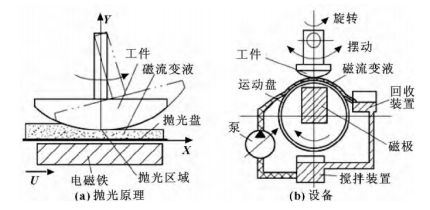
磁流變拋光原理及設備
國內從事磁流變拋光研究的有清華大學、哈爾濱工業大學、湖南大學、國防科技大學等。磁流變光整加工技術是未來最具前途的光學精密加工方法之一,它具有切入量非常小,加工表面潔凈、無刮傷,節能、環保、綠色及智能化等特點,是一種可控的、確定性的拋光技術,非常適合高精密光學元件的加工。
3.磨料射流拋光
磨料射流拋光原理是將磨料與基載液進行混合,增壓后從噴嘴噴出高速射流沖擊工件表面,引起材料表面局部應力集中,產生沖蝕、剪切作用,使材料失效脫落,改善工件表面質量。

磨料水射流加工原理示意圖
國內從事磨料射流拋光的主要有山東大學、蘇州大學、哈爾濱工業大學等。磨料射流拋光無工具磨損、無熱影響、反作用力小、加工柔性高,無切帶誤差與邊緣效應,可去除磨削變質層且基本無亞表面損傷,非常適合大玻璃拋光。當然,磨料射流磨粒也存在沖擊工件表面后濺射嚴重、能量損失嚴重等缺點,需在未來改進。
4.應力盤拋光
應力盤拋光(Stressed-lap polishing,SLP)拋光原理為:應力盤以大尺寸剛性材料為基底,外圍均勻分布數個驅動器,調整驅動器改變彎矩、扭矩使拋光盤按照一定規律發生形變始終與工件表面貼合。

應力盤變化規律
國內從事應力盤拋光研究的主要有南京天文臺、長春光機所等,所采用的應力盤結構基本沿襲了國外方式。應力盤與其他柔性拋光盤(如氣囊)的區別是:應力盤可主動控制形變,柔性退讓現象較輕微。因此,應力盤拋光技術可優先去除表面高點,修正平滑局部中高頻誤差效果顯著;另外,在粗拋、精拋及最終的修形中,可選取不同口徑拋光盤以完成對工件形狀精度及表面粗糙度的有效控制,并可有效地提高加工效率。
5.可控式磨料流體拋光
可控式磨料拋光可以理解為磨料射流和彈性發射加工(Elastic Emission Machining,EEM)的結合,其原理是:將高速磨料射流充入旋轉的限控輪與光學玻璃表面間的微米級空隙中,利用限控輪限制磨料流體飛濺、約束磨料流體形態,在限控輪的離心力驅動及局部流體動壓力作用下,形成高能速度場,裹挾著磨料顆粒不斷地與聚氨酯限控輪及光學玻璃表面發生彈性碰撞,在狹小空間內形成高頻振蕩,使單顆磨粒可以多次多向沖擊工件表面,同時流體在限控輪寬度方向側泄形成網格狀去除,均化、消除表面波紋度,獲得光滑表面。
計算機控制光學表面成形(Computer Controlled Optical Surface,CCOS)用計算機控制的定量檢測加工代替傳統手工方式的定性檢查加工,具體到可控式磨料流體拋光中,即根據定量的面形檢測數據,通過控制駐留時間、射流壓力、入射角度及限控輪轉速來控制材料的去除量。

可控式磨料射流拋光 CCOS 示意圖
可控式磨料流體拋光結合射流拋光與EEM的優點,拋光與最終修整可同時進行,材料去除率較高,工件無需多次裝夾,對于提高此工序加工效率有重要意義。
參考來源:
1.大尺度光學玻璃拋光技術研究,柳源、閆如忠(機床與液壓);
2.超光滑表面磁流變加工原理與實驗研究,周杭君(國防科學技術大學);
3.精密磨料水射流加工硬脆材料沖蝕機理及拋光技術研究,朱洪濤(山東大學)。
粉體圈小吉
本文為粉體圈原創作品,未經許可,不得轉載,也不得歪曲、篡改或復制本文內容,否則本公司將依法追究法律責任。

作者:粉體圈
總閱讀量:1021供應信息
采購需求


