
醫(yī)療器械通常直接或間接與人體接觸,故需要在高度衛(wèi)生和潔凈的環(huán)境中使用。拋光通過(guò)去除材料表面的氧化層、污漬和微小的凹凸,能確保器械表面的光潔度,從而減少細(xì)菌和微生物的滋生,有助于滿足醫(yī)療衛(wèi)生要求。對(duì)于人工關(guān)節(jié)、起搏器、骨釘?shù)扰c人體長(zhǎng)時(shí)間接觸的植入式醫(yī)療器械,拋光技術(shù)還能夠消除可能影響器械生物相容性的不均勻性和粗糙表面,從而降低患者感染和不良反應(yīng)的風(fēng)險(xiǎn)。但因?yàn)獒t(yī)療器械使用的特殊性,對(duì)拋光技術(shù)有如下要求:

1、粗糙度要求:醫(yī)療器械的表面粗糙度需符合特定標(biāo)準(zhǔn),以確保微生物無(wú)法附著和滋生,同時(shí)易于清潔、消毒。例如:大部分醫(yī)療器械如注射器、輸液裝置等,通常要求Ra值在0.2μm到0.6μm之間。
2、精度要求:表面的精確度對(duì)器械的組裝和使用至關(guān)重要,對(duì)于與人體組織接觸的部分,精度是確保器械性能和生物相容性的重要因素,一般要求植入式醫(yī)療器械的Ra值小于0.2μm。
3、無(wú)毒性:醫(yī)療器械表面的處理和拋光材料必須無(wú)毒、無(wú)害,并且不會(huì)釋放有害物質(zhì),確保器械與人體組織的安全接觸。
醫(yī)療器械拋光技術(shù)如何選擇?
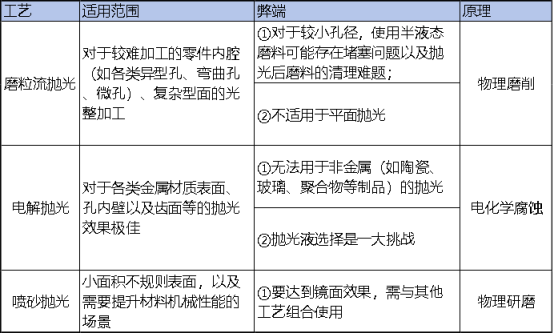
常見(jiàn)的醫(yī)療器械材質(zhì)有金屬、陶瓷、玻璃以及可降解聚合物等,而金屬材質(zhì)又包括了不銹鋼、合金鋼、鈦合金,還有部分鎳鈦合金等,其中不銹鋼的硬度相對(duì)較低,合金鋼的硬度相對(duì)較高,而鈦合金的韌性和耐腐蝕性更好。可以說(shuō)不同的材料具有的不同特性,會(huì)影響具體產(chǎn)品的光整難度,以及工藝組合的選擇。下面小編將對(duì)比幾種拋光工藝,探討它們?cè)卺t(yī)療器械的適用性:


人造陶瓷關(guān)節(jié)、可降解聚合物心臟支架、玻璃注射器、鎂合金接骨螺釘
磨粒流拋光
磨粒流拋光技術(shù),又稱“擠壓研磨拋光”,是近年來(lái)迅速發(fā)展起來(lái)的精密光整加工方法,其技術(shù)核心是利用高分子載體、磨粒和添加劑均勻混合而成的一種黏性非牛頓流體作為研磨介質(zhì),在擠壓力作用下會(huì)形成一個(gè)半固態(tài)的、可流動(dòng)的“擠壓塊”,高速往復(fù)流過(guò)欲加工工件的某些部位,從而產(chǎn)生磨削作用,對(duì)通道面和邊角進(jìn)行去毛刺、拋光和倒圓,實(shí)現(xiàn)精密的拋光處理。


磨粒流拋工件及工件孔內(nèi)作用示意圖gif(來(lái)源:蘇州布萊特磨粒流公司)
由于磨粒流拋光采用的是含磨粒的粘稠性磨料,具有一定的柔軟性和流動(dòng)性,其易與任何形狀的加工表面吻合,特別適合于較難加工的零件內(nèi)腔(如各類異型孔、彎曲孔、微孔)、復(fù)雜型面的光整加工,因此其應(yīng)用也迅速推廣到了各個(gè)領(lǐng)域。
在醫(yī)療器械加工領(lǐng)域,磨粒流拋光主要有以下好處:首先,它是基于物理研磨原理的工藝,因此拋光期間不會(huì)發(fā)生化學(xué)反應(yīng)腐蝕醫(yī)療器械,避免污染醫(yī)療器械表面,確保人體使用時(shí)能夠安全接觸。其次磨料主要是在工件表面產(chǎn)生切削和擠壓作用來(lái)完成拋光的,其中的切削作用不會(huì)如其他形式的機(jī)械拋光一樣產(chǎn)生瞬時(shí)局部高能量高壓力,而是以柔克剛式地持續(xù)研磨,因此不會(huì)對(duì)工件表面產(chǎn)生彈、塑性變形,也不會(huì)形成熱應(yīng)力,殘余應(yīng)力,冷作硬化等表面缺陷,而研磨介質(zhì)對(duì)工件的擠壓作用,則可以保持甚至增強(qiáng)醫(yī)療器械拋光面的質(zhì)量特性。

鈦合金毛細(xì)管內(nèi)壁進(jìn)行磨粒流拋光前后對(duì)比(來(lái)源:蘇州斯曼克磨粒流體拋光設(shè)備集團(tuán))
在選擇磨料時(shí),磨料顆粒的硬度、大小以及半流體的粘稠度和遇熱后是否會(huì)黏附于工件表面等都是需要考慮的影響拋光去毛刺質(zhì)量的關(guān)鍵因素。一般來(lái)說(shuō),碳化硅、白剛玉、金剛石等都是磨粒流拋光常用的磨料,根據(jù)它們的硬度與不同材質(zhì)的工件相匹配。例如,常用于場(chǎng)景用于矯形、內(nèi)窺鏡、脊柱、創(chuàng)傷等外科和醫(yī)療程序的一次性和輔助設(shè)備的鋁合金,選擇碳化硅作為磨粒即可。而對(duì)于常用作硬度較高且用作植入式醫(yī)療器械(如骨科植入物、心臟支架等),需要較高拋光精度的不銹鋼,白剛玉或金剛石則更為合適。另外,微創(chuàng)手術(shù)器械的內(nèi)腔孔徑通常也較小,在選擇磨粒時(shí),還需考慮磨粒大小,避免堵塞孔徑。而針對(duì)十分復(fù)雜的內(nèi)腔,則不建議使用半流體的磨料,采用液態(tài)磨料更能避免孔徑堵塞,也更利于拋光后磨料的清理。
電解拋光
電解拋光是一種通過(guò)無(wú)機(jī)電化學(xué)反應(yīng)來(lái)進(jìn)行表面拋光的加工方法,可產(chǎn)生光滑(甚至可以提高50%的Ra值)、幾乎無(wú)缺陷的表面,提升清潔性和抗病原體能力,并可增強(qiáng)耐腐蝕性,是醫(yī)療制造商首選的精加工方法。
電解拋光過(guò)程包括將金屬部件浸入電解質(zhì)溶液中,同時(shí)向浴槽施加電流。電流與金屬發(fā)生反應(yīng),溶解表面雜質(zhì),由于工件表面上的微小凸起產(chǎn)生的放電效應(yīng)最明顯,會(huì)最先被溶解,而后逐漸變成平滑光亮的表面,呈現(xiàn)出超光滑、超潔凈的表面。

電解拋光原理(來(lái)源:機(jī)械工程師筆記)
電解拋光用于醫(yī)療器械制造的優(yōu)勢(shì):
雖然電解拋光與普通的化學(xué)拋光類似,基本原理都是通過(guò)在化學(xué)溶液中選擇性地溶解材料表面微小凸出的部分,從而使表面變得更加平滑和光滑,但電解拋光可以更精確地控制拋光過(guò)程,包括電流密度、溶液成分和工藝參數(shù),從而實(shí)現(xiàn)更高的一致性和可控性,從而確保醫(yī)療器械的精確度,提升骨科類、支架類器械等植入式器械的生物相容性。
而對(duì)難于用機(jī)械拋光的硬質(zhì)材料﹑軟質(zhì)材料以及薄壁﹑形狀復(fù)雜﹑細(xì)小的零件和制品,電解拋光都能進(jìn)行加工,并且在材料原本就較為平整的情況下,電解拋光甚至還能夠無(wú)接觸實(shí)現(xiàn)超精密的拋光,去除顯微鏡下才能看到的表面材料層的同時(shí),也不會(huì)產(chǎn)生任何切削刀痕,避免藏污納垢進(jìn)而滋生細(xì)菌,并抑制抵抗清潔的細(xì)菌生物膜的形成,降低了醫(yī)療設(shè)備、植入物及手術(shù)工具的污染,對(duì)人體造成感染的風(fēng)險(xiǎn)。

電解拋光前后對(duì)比
電解拋光的局限性:
電解拋光是基于金屬表面在電解液中發(fā)生的氧化還原反應(yīng)的拋光技術(shù),即電解拋光的進(jìn)行有兩大影響因素,拋光材料的導(dǎo)電能力和電解液是影響其進(jìn)行的兩大因素。也就是說(shuō)電解拋光只能用于不銹鋼、鋁合金、鈦合金等金屬材質(zhì)制成的醫(yī)療器械的拋光,對(duì)于玻璃、陶瓷、聚合物類等無(wú)法導(dǎo)電的醫(yī)療器械,電解拋光則無(wú)能為力。而選擇適當(dāng)?shù)碾娊庖簩?duì)于獲得良好的拋光效果也非常重要,不同的金屬和合金需要使用不同的電解液進(jìn)行拋光處理,不同的電解液對(duì)于處理效果和表面質(zhì)量會(huì)有很大影響,目前電解液的選擇是當(dāng)前電解拋光技術(shù)的難點(diǎn)之一。
噴砂拋光
噴砂拋光是一種常用的表面處理方法,在噴砂過(guò)程中,使用壓縮空氣或其他氣體產(chǎn)生的高速風(fēng)將磨料顆粒加速,并通過(guò)噴射器噴射到待處理的材料表面。這些高速飛沙顆粒具有一定的動(dòng)能,當(dāng)它們撞擊在材料表面上時(shí),這些動(dòng)能會(huì)轉(zhuǎn)化為機(jī)械能,從而產(chǎn)生沖擊力,導(dǎo)致材料表面上的污垢、氧化層、涂層以及微小毛刺等被沖擊、碰撞、剝離或磨蝕,有效地去除材料表面可能存在的微小的裂紋、缺陷或不均勻?qū)印?/span>

噴砂示意圖
其中,沖擊力會(huì)在材料表面引入壓應(yīng)力,這些壓應(yīng)力可以抵消材料內(nèi)部的拉應(yīng)力,改變工件表面應(yīng)力狀態(tài),起到硬化效果,提高表面的耐磨性和抗疲勞強(qiáng)度的物理機(jī)械性能,從而提升材料的耐用性。而產(chǎn)生的磨蝕效應(yīng)類似于普通的機(jī)械研磨,一般來(lái)說(shuō),噴砂處理可以在不同粗糙度之間任意選擇,影響表面粗糙度效果的主要因素是磨料的硬度和形狀。常用的磨料有陶瓷砂(剛玉、氧化硅或碳化硅)、冷鑄鐵砂(不銹鋼砂)、天然礦砂(玻璃珠、金剛砂)等,磨料種類的選擇應(yīng)當(dāng)根據(jù)具體的應(yīng)用和被拋光工件的材料進(jìn)行選擇,在醫(yī)療器械制造領(lǐng)域,陶瓷砂應(yīng)用得較為廣泛,它具有硬度和光滑性高的特性,相比于冷鑄鐵砂,陶瓷砂對(duì)工件表面,無(wú)污染,無(wú)粉質(zhì)殘留,無(wú)偏色現(xiàn)象產(chǎn)生,尤其適用于金屬材料的表面加工。基于其特別細(xì)小的微觀組織,陶瓷丸還具有非常好的抗沖擊強(qiáng)度和韌性,能將工件表面處理得光滑均勻,光潔度和拋光效果好。

經(jīng)噴砂拋光后的鈦合骨釘(來(lái)源:蘇州斯曼克磨粒流體拋光設(shè)備集團(tuán))
除了材料種類的選擇,磨料的粒徑大小和形狀也是影響粗糙度的關(guān)鍵,一般來(lái)說(shuō),磨料顆粒越小,形狀越圓滑,其噴砂處理后的表面越光滑,但是相應(yīng)的切削力也會(huì)有所降低,針對(duì)本就較為光滑的表面,噴砂工藝可以很快地拋光至鏡面。但如果表面粗糙度比較差,則無(wú)法達(dá)到理想效果。因此噴砂工藝在醫(yī)療器械制造中常需與其他工藝配合使用,先用其他方式粗打磨,然后用小粒徑的球狀磨料精拋,這樣既可以達(dá)到鏡面效果,也可以節(jié)省很多人力。
小結(jié)
以上幾種工藝,在醫(yī)療器械上的應(yīng)用各有優(yōu)點(diǎn),也各有局限,對(duì)于一種醫(yī)療器械,單一的工藝有時(shí)無(wú)法達(dá)到所需的拋光要求,這種情況下可以將多種拋光工藝組合使用的,以達(dá)到所需的拋光效果,比如可用磨粒流拋光醫(yī)療器械的孔隙后,再用電解或者噴砂處理磨粒流無(wú)法拋光的表面,保證整個(gè)工件都能得到拋光。
資料來(lái)源:
1.噴砂工藝在醫(yī)療器械中的應(yīng)用,楊景晞,機(jī)電產(chǎn)品開(kāi)發(fā)與創(chuàng)新
2.金屬表面處理中的電解拋光技術(shù)研究,金屬表面處理服務(wù)商
3.關(guān)于醫(yī)療器械及零件的拋光問(wèn)題,蘇州斯曼克磨粒流體拋光設(shè)備集團(tuán)
4.器械技術(shù):電拋光在哪些3類醫(yī)療器械上有應(yīng)用,醫(yī)聊MedTalks
粉體圈Corange整理
本文為粉體圈原創(chuàng)作品,未經(jīng)許可,不得轉(zhuǎn)載,也不得歪曲、篡改或復(fù)制本文內(nèi)容,否則本公司將依法追究法律責(zé)任。

作者:粉體圈
總閱讀量:1680供應(yīng)信息
采購(gòu)需求


