
現(xiàn)代戰(zhàn)爭中,防彈裝甲材料是不可缺少的生存之本,是軍事武器的關(guān)鍵技術(shù)之一。從裝甲材料的歷史發(fā)展來看,從傳統(tǒng)的金屬材料(鋼、鋁),到現(xiàn)在先進(jìn)的陶瓷材料、復(fù)合材料(聚合物基、金屬基、陶瓷基),裝甲材料一直向著輕量、高效的方向發(fā)展。裝甲防護(hù)的基本原理是消耗射彈能量、使射彈減速并達(dá)到無害,金屬材料通過結(jié)構(gòu)發(fā)生塑性變形來吸收能量,而陶瓷材料則是通過微破碎過程吸收能量。
而金屬防彈材料對于坦克、軍艦、裝甲車等的防護(hù)起到了重要的作用,但對于軍機(jī)和人體的近身防護(hù),由于密度較大,會影響戰(zhàn)術(shù)性能發(fā)揮,因此在發(fā)展中防彈陶瓷由于輕量和性價(jià)比逐漸在眾多領(lǐng)域取代了金屬裝甲。

防彈陶瓷
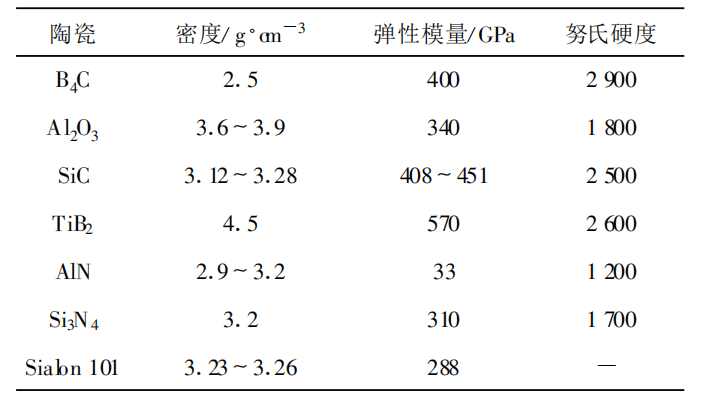
在國內(nèi)外常用的眾多防彈陶瓷材料中,碳化硼(B4C)由于密度最低,彈性模量較高,硬度高,使其成為軍事裝甲和空間領(lǐng)域材料方面炙手可熱的良好選擇,目前已廣泛應(yīng)用于防彈衣、防彈裝甲、武裝直升機(jī)以及警、民用特種車輛等防護(hù)領(lǐng)域。
幾種常用防彈陶瓷材料性能對比
碳化硼防彈陶瓷制備方法的選擇
目前碳化硼防彈材料主要通過燒結(jié)法制備。純碳化硼在燒結(jié)過程中通常存在燒結(jié)溫度高、燒結(jié)后所得陶瓷致密度低,斷裂韌性較差等問題。工業(yè)上一般采用無壓燒結(jié)、熱壓燒結(jié)、熱等靜壓燒結(jié)、放電等離子燒結(jié)等技術(shù)燒結(jié)碳化硼。
小編了解到,對于目前的防彈陶瓷制造來說,熱壓燒結(jié)是國內(nèi)碳化硼陶瓷企業(yè)最傾向于采用的制備方式,那么其中到底有什么門道呢?
首先,我們要弄清楚防彈陶瓷最需求的性能是什么。
當(dāng)被子彈射中后,防彈陶瓷經(jīng)歷了三個(gè)過程:(1)初始撞擊階段:彈丸撞擊陶瓷表面,使彈頭變鈍,在陶瓷表面粉碎形成細(xì)小且堅(jiān)硬的碎塊區(qū)的過程中吸收能量;(2)侵蝕階段:變鈍的彈丸繼續(xù)侵蝕碎塊區(qū),形成連續(xù)的陶瓷碎片層;(3)變形、裂縫和斷裂階段:最后陶瓷中產(chǎn)生張應(yīng)力使陶瓷碎裂,隨后背板變形,剩余的能量全部由背板材料的變形所吸收。彈丸撞擊陶瓷的過程中,彈丸和陶瓷均受到破壞。

通俗來講,防彈陶瓷要足夠“硬”,能在撞擊過程中破壞彈體,防彈陶瓷還需要足夠“韌”,能在撞擊過程中釋放應(yīng)力吸收能量,由于陶瓷是脆的,所以這個(gè)“韌”指的不是產(chǎn)生塑性變形的韌性,而是斷裂韌性。
材料性能對防彈性能的影響

因此,碳化硼陶瓷的燒結(jié)工藝要盡量利用反應(yīng)過程中的化學(xué)驅(qū)動力、微裂紋增韌等作用來達(dá)到既能降低碳化硼的燒結(jié)溫度又能提高制品的綜合性能的效果。
陶瓷致密度越高,陶瓷晶粒越細(xì),陶瓷整體的硬度就越高。而要想提高陶瓷材料的斷裂韌性,可以從細(xì)化晶粒、提高結(jié)構(gòu)均勻性、減少缺陷尺寸等方面入手,其增韌機(jī)制有相變增韌、纖維補(bǔ)強(qiáng)增韌、顆粒彌散增韌。
撞擊產(chǎn)生后,在拉伸載荷作用下,斷裂首先發(fā)生在非均質(zhì)處如孔隙和晶界上。因此,為使微觀應(yīng)力集中降低到最小程度,防彈陶瓷應(yīng)當(dāng)是孔隙率低(達(dá)理論密度值的99%)和細(xì)晶粒結(jié)構(gòu)的高質(zhì)量陶瓷。
常用的幾種燒結(jié)技術(shù)各有優(yōu)劣,通過以下各自的優(yōu)缺點(diǎn)對比可知,綜合設(shè)備工藝成熟度和生產(chǎn)成本,以及關(guān)鍵性能等因素,目前工業(yè)上制作質(zhì)量更優(yōu)、防彈效果更好的碳化硼陶瓷最適合的方法,就是熱壓燒結(jié)。
典型碳化硼防彈陶瓷制備工藝

熱壓燒結(jié)的作用機(jī)制
熱壓燒結(jié)是指將干燥、混合均勻的碳化硼粉料填充入高強(qiáng)石墨模具內(nèi),一邊加熱一邊從單軸方向加壓,是成型和燒結(jié)相結(jié)合的一種燒結(jié)方法。其優(yōu)勢之一是不需要單獨(dú)的成型工藝。
促進(jìn)熱壓燒結(jié)進(jìn)行的因素主要有兩個(gè):通電產(chǎn)生的焦耳熱和加壓造成的塑性變形。熱壓的過程中會造成塑性流動和顆粒重排、應(yīng)變誘導(dǎo)孿晶、晶界滑移、蠕變以及后階段重結(jié)晶與體積擴(kuò)散相結(jié)合等物質(zhì)遷移。
由于粉料在加熱加壓進(jìn)行時(shí)處于熱塑性狀態(tài),有利于顆粒擴(kuò)散和傳質(zhì)過程的進(jìn)行,能有效降低燒結(jié)溫度,減少燒結(jié)時(shí)間,因而可獲得致密度高、氣孔小而少、晶粒細(xì)小和力學(xué)性能良好的碳化硼陶瓷制品。

熱壓燒結(jié)的性能
通常熱壓燒結(jié)條件為:真空或惰性氣氛壓力20~40 MPa,溫度2200~2 300 ℃,保溫時(shí)間0.5~2h。碳化硼是共價(jià)鍵很強(qiáng)的化合物,在高溫下燒結(jié)擴(kuò)散速率慢,物質(zhì)流動發(fā)生較少,使其致密化過程非常困難。
在熱壓燒結(jié)過程中致密化的三種連續(xù)機(jī)制:
(1)粒子重排,開口氣孔率降低,閉口氣孔率保持不變(溫度范圍:1800~1950℃);
(2)塑性流動,導(dǎo)致開口氣孔率的關(guān)閉,而不會對閉口氣孔產(chǎn)生顯著影響(1 950~2100℃);
(3)熱壓結(jié)束時(shí)的體積擴(kuò)散和氣孔消除(2100~2200℃)。

碳化硼致密化
此外,為了降低燒結(jié)溫度和表面能、提高碳化硼陶瓷的綜合性能,必須加入添加劑來促進(jìn)碳化硼的熱壓燒結(jié)。添加劑包括燒結(jié)助劑或第二相反應(yīng)燒結(jié),在高溫高壓條件下,可以促進(jìn)燒結(jié),控制晶粒長大,提高力學(xué)性能,獲得高致密度、高性能的碳化硼陶瓷產(chǎn)品。
目前加入的添加劑主要包括金屬單質(zhì)( Fe、Al、Ni、Ti、Cu、Cr 等)、金屬氧化物(Al2O3、TiO2等)、過渡金屬碳化物(CrC、VC、WC、TiC等)及其他添加劑(AlF3、MgF2、Be2C、Si等)。添加劑通過它本身或與碳化硼發(fā)生原位反應(yīng),將形成一個(gè)非易失性的第二相,幫助致密化和性能的提高。
在防彈陶瓷領(lǐng)域,通常做成的形狀是圓柱形、正方形和正六邊形,其中圓柱形陶瓷的防彈能力最好,但存在較大的空隙;正方形陶瓷塊有較多防彈性能差的直通縫,影響其防彈性能;正六邊形陶瓷綜合性能較好,但要求陶瓷塊的形狀尺寸要精確。對于當(dāng)前的熱壓工藝,能滿足大部分需求形狀的碳化硼陶瓷的制備。
結(jié)語
總體來說,熱壓燒結(jié)具有以下優(yōu)勢:
(1)熱壓時(shí),由于粉料處于熱塑性狀態(tài),形變阻力小,易于塑性流動和致密化,所需的成型壓力僅為冷壓法的1/10;
(2)由于同時(shí)加溫、加壓,有助于粉末顆粒的接觸和擴(kuò)散、流動等傳質(zhì)過程,降低燒結(jié)溫度和縮短燒結(jié)時(shí)間,抑制了晶粒的長大;
(3)熱壓法容易獲得接近理論密度、氣孔率接近于零的燒結(jié)體,容易得到細(xì)晶粒的組織,易得到具有良好機(jī)械性能、電學(xué)性能的產(chǎn)品;
(4)能生產(chǎn)形狀較符合要求、尺寸較精確的產(chǎn)品;
(5)粉末粒度、硬度對熱壓過程影響小,適合壓制硬而脆的材料。
在目前的工業(yè)生產(chǎn)中,采用熱壓燒結(jié)能制備出防彈效果更佳的防彈陶瓷,如何保證碳化硼陶瓷在高硬度的前提下,提高材料的韌性,提高防彈產(chǎn)品抗彈丸多次連續(xù)打擊的能力,是目前碳化硼陶瓷需要持續(xù)研究的重要方向。
參考來源:
1.防彈陶瓷的研究現(xiàn)狀與發(fā)展趨勢,孫志杰、吳燕、張佐光、仲偉江、沈建明;
(北京航空航天大學(xué)材料科學(xué)與工程系);
2. 防彈裝甲中的陶瓷材料,吳燕平、燕青芝;(北京科技大學(xué)材料科學(xué)與工程學(xué)院);
3. 碳化硼陶瓷的制備工藝及其應(yīng)用現(xiàn)狀,聶丹、王帥、邢鵬飛、王曉峰、李欣、孟凡興、劉坤、雷敏軍、都興紅;(東北大學(xué)冶金學(xué)院);
粉體圈 小吉

作者:粉體圈
總閱讀量:2630供應(yīng)信息
采購需求


